Forderung nach einer europäischen Antwort auf den Inflation Reduction Act: SPD-Europaabgeordnete Birgit Sippel zum Austausch bei The Coatinc Company
The Coatinc Company (TCC) hat im Rahmen der Weiterentwicklung ihrer Unternehmenskommunikation ihre Website einem Relaunch unterzogen. Der digitale Auftritt wurde mit dem Thema „Wahre Werte“ neu durchdacht, gestaltet und setzt im Gesamtbild neue Standards.

Sie sind bereits Kunde oder möchten sich in einer anderen Angelegenheit an uns wenden? Treten Sie in Kontakt! Wir freuen uns auf Ihre Nachricht und melden uns umgehend zurück!
Sie haben auch die Möglichkeit, sich direkt mit einem unserer Standorte oder für internationale Anfragen mit der Holding in Verbindung zu setzen.
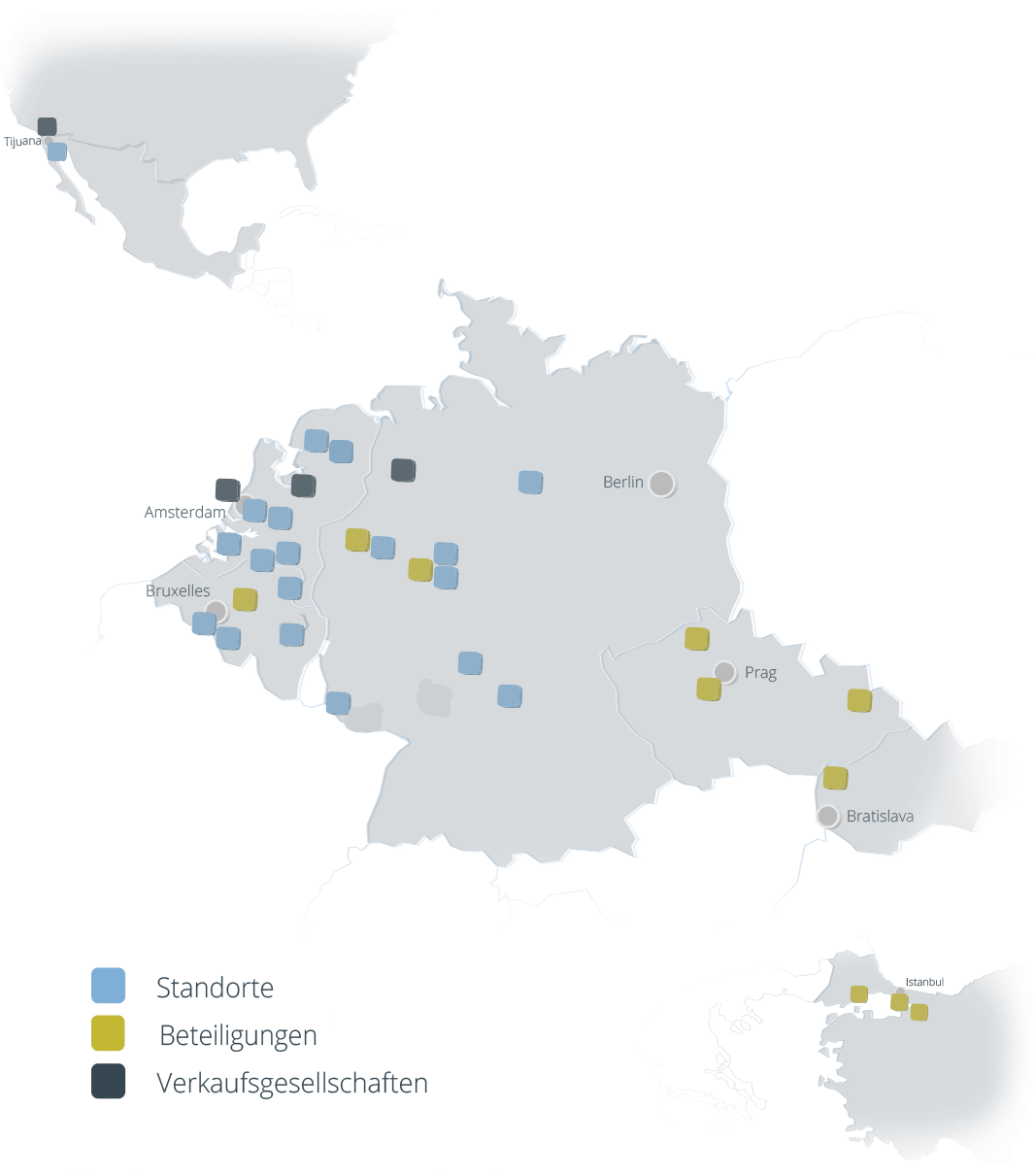
Unsere Standorte
Durch einen Klick auf den Standort kommen Sie zu den Kontaktdaten für Ihr Anliegen.
SLOWAKEI
Niederlande
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
Bei Anfragen zu Marketing- oder Presseangelegenheiten, wenden Sie sich bitte an den folgenden Kontakt:
Marketing & Presse
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Ihre Ansprechpartnerin:
Anna-Maria Ademaj
marketing@coatinc.com
Holding – Sie möchten Kontakt zu unserer Geschäftsführung aufnehmen?
Sitz der Geschäftsführung
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum
Telefon: +49 234 52905-0
Telefax: +49 234 52905-15
Oberflächenlexikon
Industrielles DIN-Verputzen
Industrielles DIN-Verputzen
Industrielles DIN-Verputzen ist das Feinverputzen mit dem geringsten Standard. Hierbei wird gemäß der Norm DIN EN ISO 1461 das Bauteil nachgearbeitet. Das heißt: Es werden alle Spitzen, Nasen entfernt bzw. so abgerundet, dass keine Verletzungsgefahr von ihnen ausgeht. Anhaftende Zinkasche muss entfernt werden. Eventuelle Fehlstellen in der Verzinkung werden nicht mit Zinkstaubfarbe ausgebessert, da sich die Lacksysteme der Zinkstaubfarben eventuell nicht mit denen der nachträglichen Beschichtung homogenisieren. Die Oberfläche wird bei diesem Standard nicht überschliffen, sie verbleibt in ihrem Urzustand. Lediglich größere Hartzinkpickel müssen entfernt werden. Walzspuren wie auch Aufspleißungen werden nicht entfernt. Die Schweißnähte, die bei der konventionellen Verzinkung in der Regel werkstoffbedingt hervortreten, werden nicht beschliffen.
In der Vorbereitung ist vom Hersteller der Bauteile Folgendes zu beachten:
- Die Kanten der Bauteile sollten zumindest gebrochen und bei Laserkanten zusätzlich beschliffen sein, um spätere Haftungsprobleme auszuschließen.
- Die Bauteiloberfläche sollte einen einheitlichen Grad im Finish (Rauigkeit, Rostgrad, Narbigkeiten …) besitzen, da dieser das spätere Erscheinungsbild der Oberfläche der Feuerverzinkung und somit auch der Beschichtung maßgeblich bestimmt.
- Zum Werkstoffeinsatz für eine anschließende Beschichtung sollten vornehmlich Stähle der Bereiche 1 und 3 (Sebisty- Stähle) gewählt werden, da nur in diesen Bereichen relativ glatte und dünne Schichten vom Oberflächenveredler erzeugt werden.
Recent Posts