Industrieel coatinggereedmaken
Overname Verzinkerij West Brabant door The Coatinc Company
The Coatinc Company (TCC) hat im Rahmen der Weiterentwicklung ihrer Unternehmenskommunikation ihre Website einem Relaunch unterzogen. Der digitale Auftritt wurde mit dem Thema „Wahre Werte“ neu durchdacht, gestaltet und setzt im Gesamtbild neue Standards.

Bent u klant bij ons of wilt u zich om een andere reden tot ons wenden? Wij zien uw Nieuwsbericht graag tegemoet en zullen per omgaande reageren.
U kunt ook direct contact opnemen met één van onze Vestiging of met ons hoofdkantoor
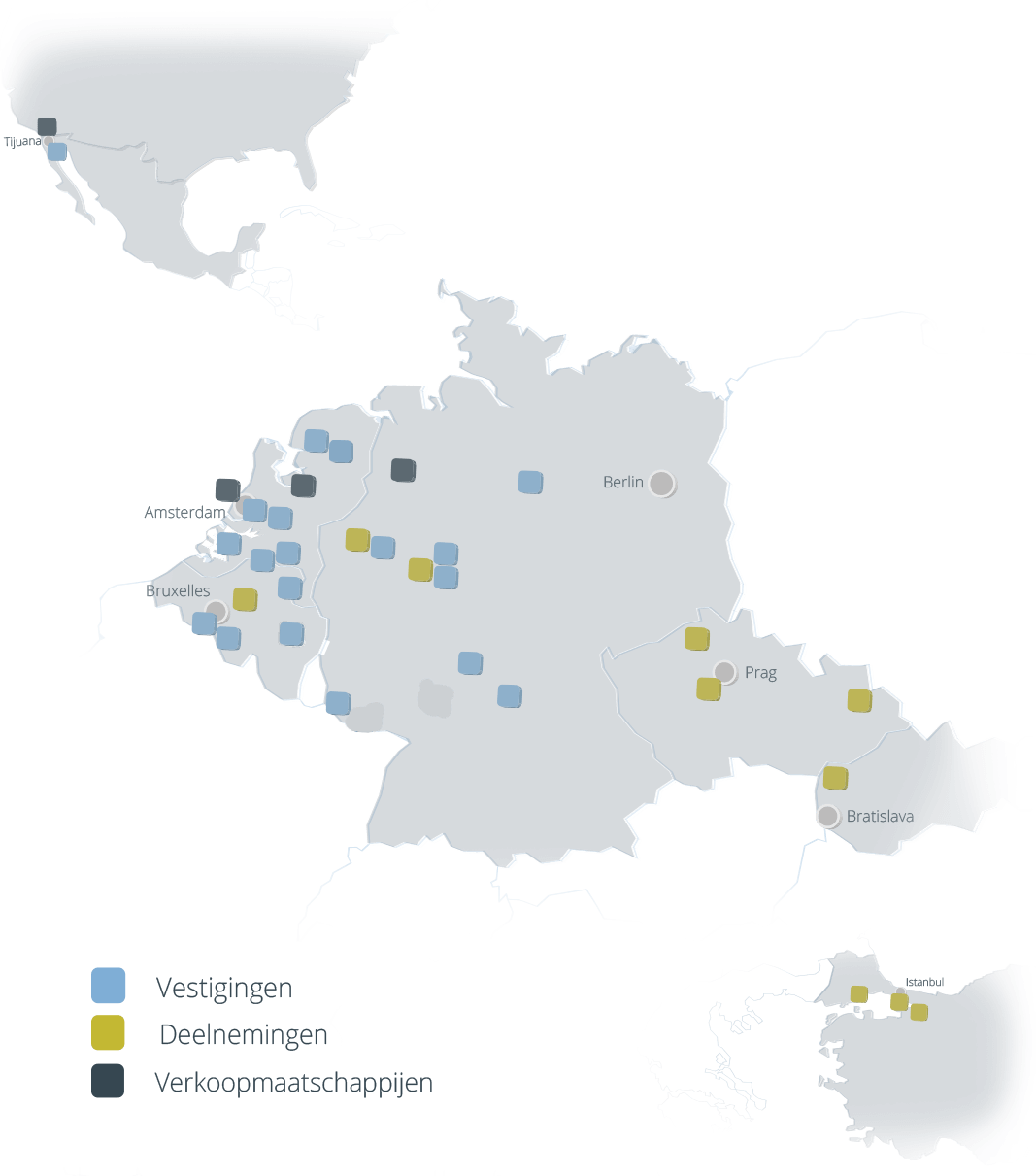
Locaties
Het Coatinc-netwerk
Nederland
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
Verenigde Staten
Marketing
The Coatinc Company Holding B.V.
Edisonweg 5
2952 AD Alblasserdam
Nederland
Telefoon: +31 78 6992283
Pers
The Coatinc Company Holding B.V.
Edisonweg 5
2952 AD Alblasserdam
Nederland
Telefoon: +31 78 6992283
Contact
The Coatinc Company Holding B.V.
Edisonweg 5
2952 AD Alblasserdam
Nederland
Telefoon: +31 78 6992283
Telefax: +31 78 6913496
Uw contactpersoon:
Jessica Hoek – van der Zande
j.vanderzande@coatinc.com
Lexicon
Industrieel coatinggereedmaken
Industrieel coatinggereedmaken
Industrieel coatinggereedmaken is de voorbehandeling met de laagste standaard. Hierbij worden producten nabewerkt volgens de norm EN ISO 1461. Dit houdt in dat scherpe punten en zinkdruppels verwijderd of zodanig afgerond worden dat ze geen letsel kunnen veroorzaken. Ook mag er geen zinkas achterblijven. Eventuele onverzinkte plekken worden niet met zinkcompound nabewerkt, omdat de laksystemen van deze compounds niet altijd een homogeen mengsel met de erna aangebrachte coating vormen. Bij industrieel coatinggereedmaken wordt het oppervlak niet nageslepen, maar blijft het in zijn oorspronkelijke toestand. Alleen grotere harde zinkpunten moeten worden verwijderd.
Walsfouten en ook splijtingen zijn toegestaan. Lasnaden, die bij het conventionele verzinken onder invloed van het materiaal kunnen opwerken, worden niet nageslepen. Tijdens de voorbereiding dient de fabrikant van de producten op het volgende te letten:
- De kanten van de constructies moeten op z‘n minst gebroken en bij lasergesneden randen extra nageslepen worden, zodat er later geen problemen met de hechting ontstaan.
- Het staaloppervlak mag geen onregelmatigheden vertonen (ruwheid, hoeveelheid roest, aanwezigheid van naden …), omdat deze in hoge mate het uiterlijk van de zinklaag en dus ook van de coating bepalen.
- Voor producten die gecoat moeten worden, dienen bij voorkeur staalsoorten met een laag siliciumgehalte (< 0,03 %) of met een siliciumgehalte tussen 0,12 en 0,28 % (Sebistygebied) te worden gekozen, omdat alleen bij deze soorten relatief gladde en dunne lagen kunnen worden vervaardigd
Recent Posts