Industrial DIN finishing
500 YEARS THE COATINC COMPANY – GERMANY’S OLDEST FAMILY-RUN BUSINESS
Family-run businesses are the backbone of our modern economic power and society: More than 90 percent of German businesses are family-run. Barely any other country has such a strong basis of entrepreneurs. However, only few businesses in this country can look back on a tradition as long as that …

Are you an existing customer or do you want to contact us in a different matter? We look forward to hearing from you and will get back to you as soon as possible.
Alternatively, you may want to contact directly one of our locations or our holding company.
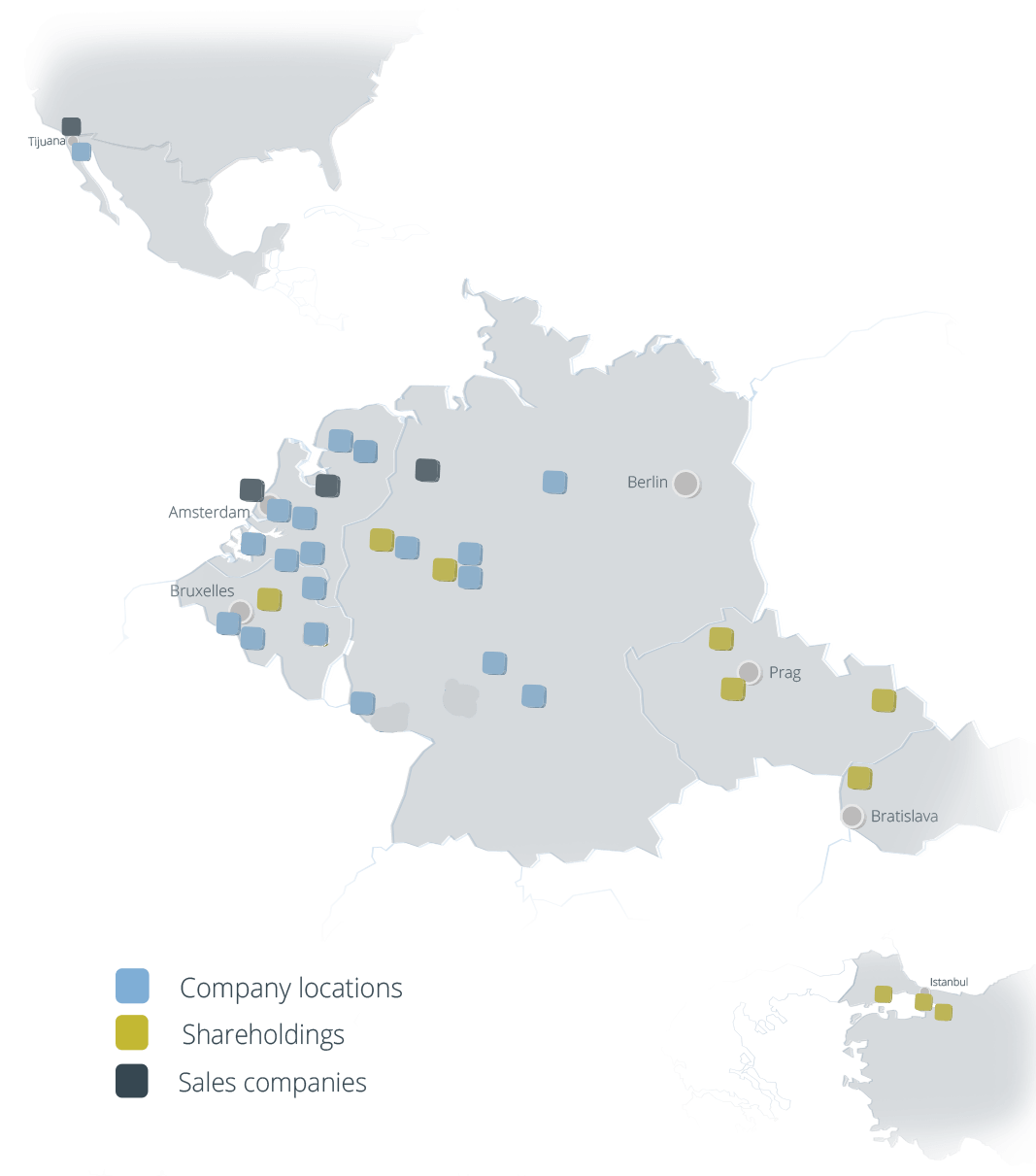
Locations
The Coatinc-Network
Netherlands
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
For enquiries regarding marketing or press matters, please use the following contacts:
Marketing & Press
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Your contact person:
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Headquarter
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum, Germany
Phone: +49 234 52905-0
Fax: +49 234 52905-15
Encyclopedia
Industrial DIN finishing
Industrial DIN finishing
Finishing with the lowest standard is finishing according to industrial standard. Here the component is processed according to the standard DIN EN ISO 1461. Which means: all tips and drips are removed or rounded off to an extent that they cannot cause injury. Remaining zinc ash must be removed. Any flaws in the galvanizing are not improved with zinc dust paint as the coating system in the zinc dust paint may not homogenise with that of the later coating. The surface is not polished in this standard, it remains in its original state. Only any larger traces of hard zinc need to be removed. Roller traces and frays are not removed. The welding seam which normally extrudes in conventional galvanizing due to the materials are not filed.
The manufacturer of the components should note the following when preparing:
- The edges of the components should be at least broken off and filed in the case of laser edges to exclude later adherence problems.
- The component surface should have a unified degree of finish (roughness, degree of rust, scarredness …) as this greatly defines the later appearance of the surface of the hot-galvanizing and therefore also the coating.
- Steels from the ranges 1 and 3 (sebisty steels) should be selected as materials for a subsequent coating, as only these ranges can achieve relative smoothness and thin coats of the surface refiner.