Finition industrielle
500 ANS D’EXISTENCE – THE COATINC COMPANY
Les entreprises familiales sont le socle de notre économie moderne et de notre société. Plus de 90 % des entreprises allemandes sont des entreprises familiales. Rares sont les pays à disposer d’une base économique aussi solide.

Vous êtes déjà client ou souhaitez nous contacter pour un autre sujet ? Nous nous réjouissons de votre message et nous y répondrons dans les meilleurs délais !
Vous avez également la possibilité de prendre contact directement avec l’un de nos sites ou de vous adresser à la holding pour les demandes internationales.
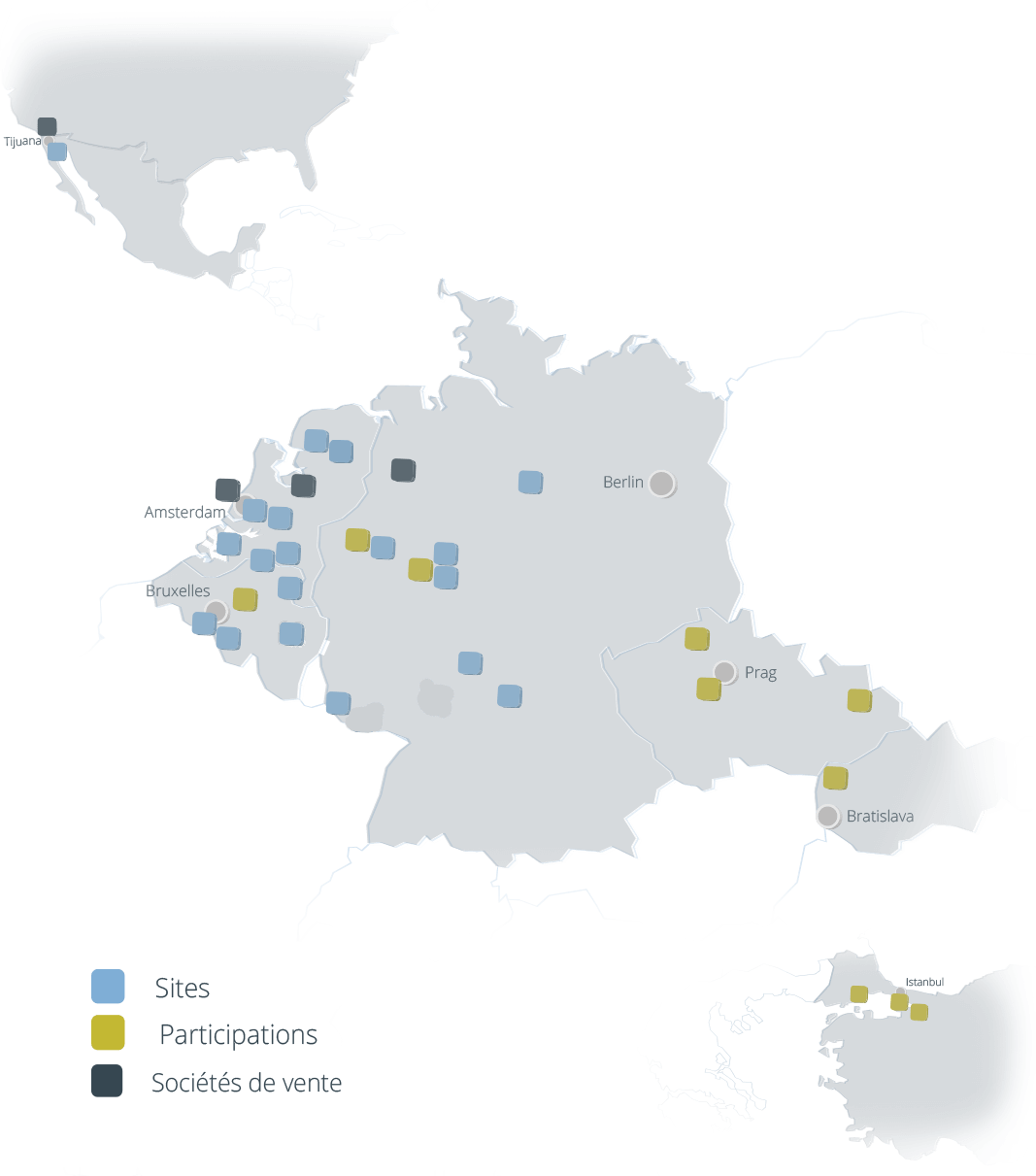
Lieux
Le Réseau Coatinc
Pays Bas
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
États-Unis
Pour toute demande relative au marketing ou à la presse, veuillez vous adresser aux contacts suivants :
Commercialisation & Presse
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Allemagne
Votre interlocuteur
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Siege de la direction
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum
Allemagne
Téléphone: +49 234 52905-0
Fax: +49 234 52905-15
Lexique
Finition industrielle
Finition industrielle
La finition selon la norme industrielle constitue la norme la moins exigeante. La pièce est réusinée conformément à la norme EN ISO 1461. Tous les pics et les pointes sont supprimés et/ou arrondis de manière à exclure tout risque de blessure. Les cendres de zinc collées à la surface doivent être enlevées. Les éventuels manques de galvanisation ne sont pas améliorés avec de la peinture à base de poudre de zinc car les revêtements à base d’une telle peinture risquent de ne pas s’homogénéiser correctement avec le revêtement ultérieur. Avec cette norme de finition, la surface n’est pas meulée, elle reste dans son état d’origine. Seuls les grands pics de zinc durs doivent être enlevés. Les traces de laminage et les évasements ne sont pas supprimés. Les cordons de soudure qui, lors de la galvanisation traditionnelle ressortent du fait de la matière, ne sont pas meulés. Pour la préparation, les aspects suivants doivent être pris en compte par le fabricant des pièces :
• Les arêtes saillantes des pièces doivent au moins être cassées et les arêtes au laser doivent en outre être meulées afin d’exclure tout problème ultérieur d’adhérence.
• La surface des pièces doit présenter un degré de finition uniforme (rugosité, niveau de rouille, grainage…) étant donné que ce degré de finition influe de manière déterminante sur l’aspect ultérieur de la surface des pièces galvanisées à chaud et du revêtement.
• Pour un revêtement ultérieur, il est préférable de choisir comme matière les aciers des groupes 1 et 3 (aciers Sebisty) car seuls ces aciers permettent de réaliser des couches relativement minces et lisses.