Finition de précision décorative
500 ANS D’EXISTENCE – THE COATINC COMPANY
Les entreprises familiales sont le socle de notre économie moderne et de notre société. Plus de 90 % des entreprises allemandes sont des entreprises familiales. Rares sont les pays à disposer d’une base économique aussi solide.

Vous êtes déjà client ou souhaitez nous contacter pour un autre sujet ? Nous nous réjouissons de votre message et nous y répondrons dans les meilleurs délais !
Vous avez également la possibilité de prendre contact directement avec l’un de nos sites ou de vous adresser à la holding pour les demandes internationales.
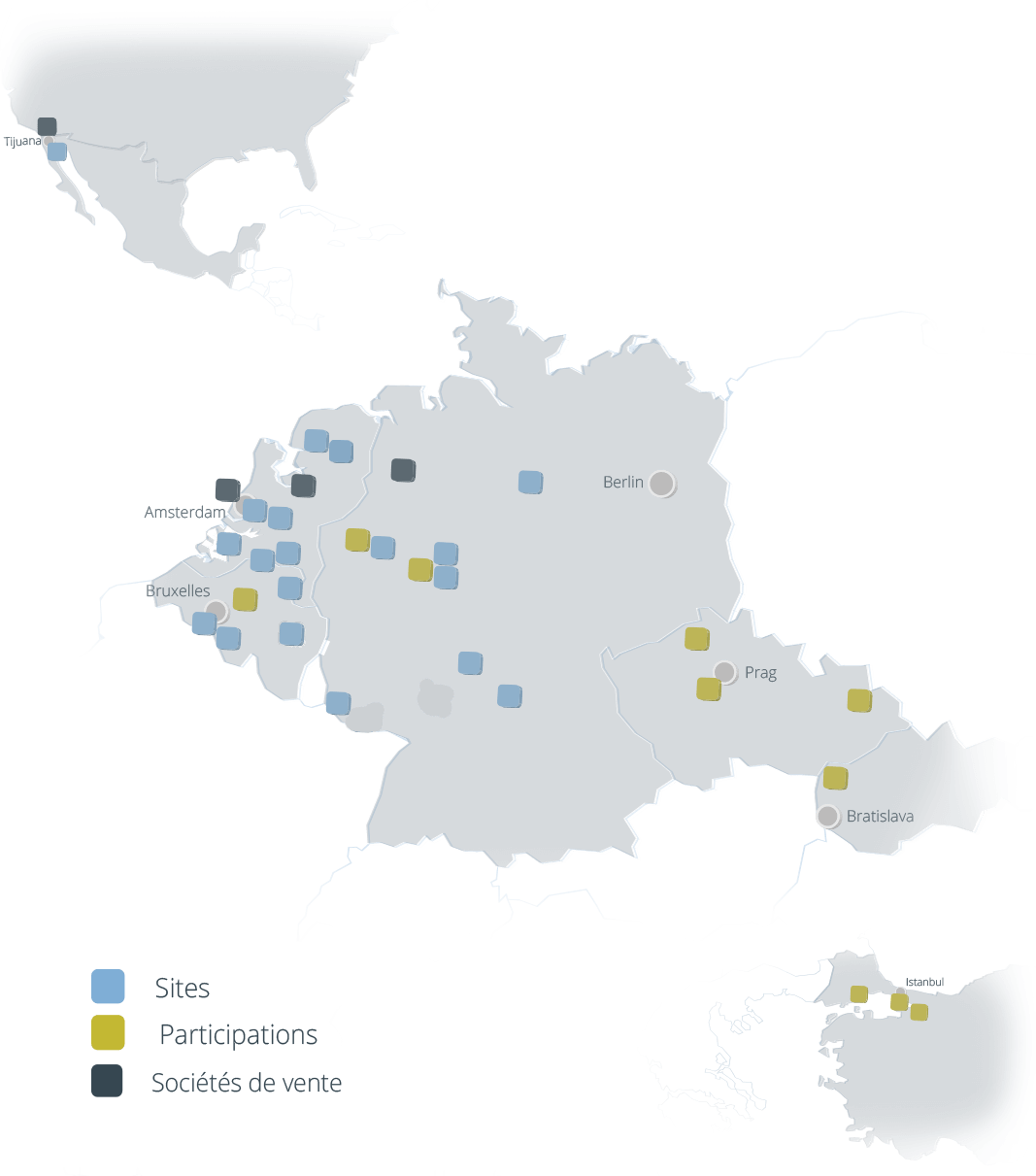
Lieux
Le Réseau Coatinc
Pays Bas
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
États-Unis
Pour toute demande relative au marketing ou à la presse, veuillez vous adresser aux contacts suivants :
Commercialisation & Presse
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Allemagne
Votre interlocuteur
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Siege de la direction
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum
Allemagne
Téléphone: +49 234 52905-0
Fax: +49 234 52905-15
Lexique
Finition de précision décorative
Finition de précision décorative
La finition de précision décorative est le type de finition le plus fréquemment choisi. Elle associe à la fois des exigences en termes d’esthétique et de protection contre la corrosion. En principe, la finition de précision décorative inclut la finition de précision industrielle. Alors que dans le cadre de la finition industrielle, seuls les phénomènes directement causés par la galvanisation à chaud, tels que les nervures d’écoulement et/ou les pointes de zinc, sont supprimés et arrondis dans le cadre du processus, la surface, dans le cadre de la finition de précision décorative, est usinée selon des critères qui dépassent la norme. Dans ce type de finition, les rugosités de la surface sont éliminées, notamment les pics de zinc dur et les traces d’écoulement. L’amélioration du lissé de la surface peut être réalisée uniquement aux endroits qui peuvent être usinés sans difficulté à la machine. Si l’on obtient des épaisseurs plus élevées du fait de la matière, seul un meulage limité est possible pour obtenir une surface « lisse ». Le mandant et le fournisseur doivent convenir d’accords spécifiques et la finition de précision ne peut être facturée que sur la base du temps passé. Étant donné que la finition de précision décorative est un traitement mécanique, aucune épaisseur minimale de la couche de zinc ne peut être garantie. Les indications spécifiées dans la norme s’appliquent aux zones non galvanisées.
Les conditions suivantes doivent être réunies pour obtenir une finition telle que décrite dans la norme indiquée :
• Toutes les arêtes saillantes doivent être cassées et/ou meulées.
• Les pièces ne doivent pas contenir d’aciers réactifs (voir à ce sujet les fiches de travail sur la galvanisation à chaud).
• Les possibilités d’accroche doivent être prévues dès la phase de construction. Les pièces doivent être accrochées à des emplacements où les opérations de finition sont faciles à effectuer et/ou à des endroits non visibles.
• Les pièces doivent être exemptes de défauts de laminage et d’autres défauts de surface. Si de tels défauts dépassent les cotes normales (1 défaut par dm), des dispositions particulières doivent être prises.
Les opérations suivantes sont incluses dans la finition de précision décorative:
• Ponçage complet de la surface et suppression de tous les pics et coulures dans la mesure où la géométrie de la pièce et les moyens mécaniques le permettent,
• Nivellement des zones dépourvues de revêtement de zinc
• Meulage des pointes de zinc et des points d’accroche Ce type de finition ne prévoit pas l’enlèvement par meulage des codons de soudure agrandis ni des défauts de matière.