Decorative finish
500 YEARS THE COATINC COMPANY – GERMANY’S OLDEST FAMILY-RUN BUSINESS
Family-run businesses are the backbone of our modern economic power and society: More than 90 percent of German businesses are family-run. Barely any other country has such a strong basis of entrepreneurs. However, only few businesses in this country can look back on a tradition as long as that …

Are you an existing customer or do you want to contact us in a different matter? We look forward to hearing from you and will get back to you as soon as possible.
Alternatively, you may want to contact directly one of our locations or our holding company.
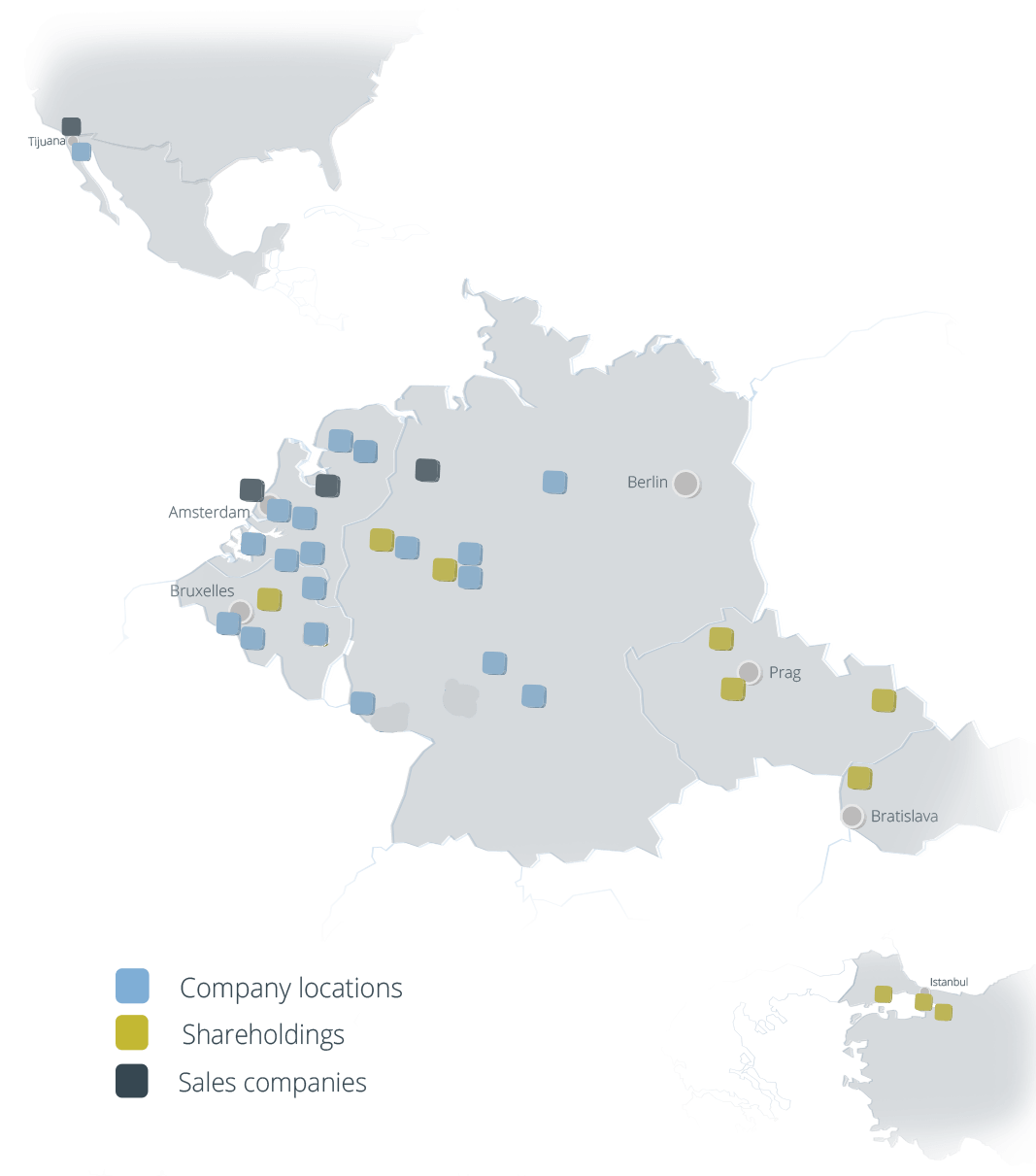
Locations
The Coatinc-Network
Netherlands
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
For enquiries regarding marketing or press matters, please use the following contacts:
Marketing & Press
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Your contact person:
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Headquarter
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum, Germany
Phone: +49 234 52905-0
Fax: +49 234 52905-15
Encyclopedia
Decorative finish
Decorative finish
The finish suitable for decorative requirements is the one which is most often chosen. It provides a mixture of both aesthetics and corrosion protection. A finish of this standard fundamentally fulfils all industrial standards for finishes. While the industrial standard only removes and rounds off the side effects directly caused by hot-galvanising, such as paint drips or zinc nibs, the surface in total here is processed much more than just required by the standard.
The decorative finish clears the surface of roughness, in particular traces of hard zinc and drips. This improved surface smoothness can only be carried out on areas which can be easily reached by machines. If the materials generally require an increased coating thickness, the possibility of polishing and achieving a ‘smooth’ surface is limited. In this case separate agreements should be made between the client and supplier and finishing can only be carried out at cost. Work carried out for decorative finishing may only effect the surface in such a way that the valid DIN EN ISO 1461 is still fulfilled. As finishing involves mechanical treatment, the minimum thickness of zinc coating required by DIN EN 1461 cannot be guaranteed.
The following requirements must be fulfilled to provide a finish according to the displayed standard:
- All edges must be broken and filed.
- The components may not contain reactive steels (see worksheets on hot-dip-galvanizing).
- Ways of hanging the items should already be planned in construction – at points which can either be well polished or which cannot be seen.
- The components should be free of rolling defects and other surface errors. If these should occur more frequently than normal (1 fault per square decimetre) special agreements must be made.
The following must be adhered to for decorative finishing:
- Complete polishing of the surfaces and removal of all nibs and drips where possible by machine or in the construction.
- Levelling out of points without zinc coating.
- Smoothing of zinc nips and hanging points.
- Removal and levelling of material faults.
The extruding welding seam is not removed.