500 ANS D’EXISTENCE – THE COATINC COMPANY
Les entreprises familiales sont le socle de notre économie moderne et de notre société. Plus de 90 % des entreprises allemandes sont des entreprises familiales. Rares sont les pays à disposer d’une base économique aussi solide.

Vous êtes déjà client ou souhaitez nous contacter pour un autre sujet ? Nous nous réjouissons de votre message et nous y répondrons dans les meilleurs délais !
Vous avez également la possibilité de prendre contact directement avec l’un de nos sites ou de vous adresser à la holding pour les demandes internationales.
Lieux
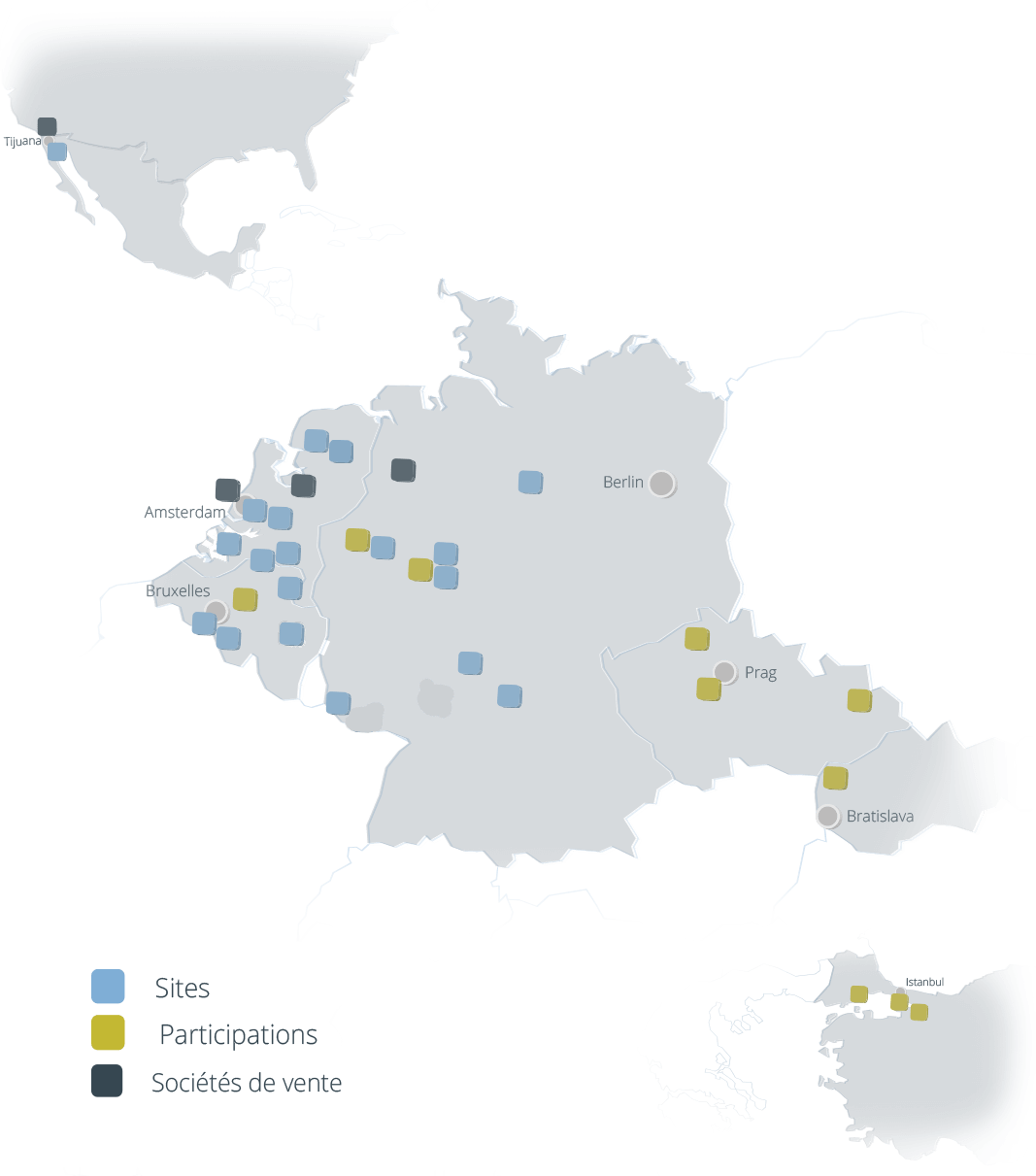
Le Réseau Coatinc
Pays Bas
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
États-Unis
Pour toute demande relative au marketing ou à la presse, veuillez vous adresser aux contacts suivants :
Commercialisation & Presse
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Allemagne
Votre interlocuteur
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Siege de la direction
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum
Allemagne
Téléphone: +49 234 52905-0
Fax: +49 234 52905-15
Systèmes de revêtement duplex
Galvanisation + laquage ou thermolaquage
Systèmes de revêtement duplex
Depuis ces dernières années, les pièces galvanisées à chaud font de plus en plus souvent l’objet d’un revêtement supplémentaire à base de matières organiques afin d’atteindre un degré de protection encore plus élevé pour les pièces particulièrement sollicitées ou pour allier des souhaits esthétiques en termes de couleur et une protection anticorrosion optimale. D’une manière générale, on distingue d’une part les systèmes de revêtement par thermolaquage et, d’autre part, les systèmes de revêtement par laquage appliqués après la galvanisation à chaud. Dans la plupart des cas, la surface des pièces fait d’abord l’objet d’opérations de finition, d’un balayage ou d’un prétraitement chimique par voie humide.
Une durée de protection sensiblement accrue
Si l’on compare la durée de protection du revêtement duplex avec la durée de protection totale des deux systèmes, on constate que la combinaison avec un revêtement duplex offre une protection sensiblement plus élevée – en fonction du moment où le revêtement est effectué. Cet effet de synergie permet un facteur d’allongement de longévité de jusqu’à 2,5. Les mécanismes d’action des revêtements duplex reposent sur la protection mutuelle des deux systèmes de revêtement. D’une part, la couche de zinc est protégée des influences chimiques et atmosphériques par le revêtement, ce qui empêche tout enlèvement de la couche. D’autre part, la galvanisation à chaud empêche et/ou ralentit une perméation et/ou un décollement du revêtement en cas de dommages éventuels.
Applications et avantages
Des revêtements à deux couches ou multicouche sont recommandés en cas d’utilisation en bord de mer ou en extérieur, dans les zones industrielles ou dans les environnements exposés à des sollicitations chimiques, dans les zones où du sel d’épandage est utilisé (tunnels, ponts) et pour les produits faisant l’objet d’exigences élevées en matière de durée de vie. Les revêtements multicouche sont la norme, en fonction du profil d’exigences avec ou sans galvanisation.
- Fonctionnel et décoratif
- Excellent aspect esthétique, même après une durée d’utilisation prolongée
- Durée de protection sensiblement plus élevée grâce à l’effet de synergie
Principe de fonctionnement des revêtements multicouche
- On procède tout d’abord à un prétraitement avec une couche de chromate qui a pour but d’obturer les pores de la surface galvanisée et qui sert dans le même temps de couche d’adhérence et de protection pour le substrat.
- Ensuite, l’application d’une résine époxy sur le substrat permet de densifier les pores et d’égaliser les éventuelles irrégularités. La résine époxy atteint également les angles et les trous. Enfin, elle forme une couche étanche et résistante aux agressions chimiques.
- On applique enfin une couche de polyester ou de polyuréthane. Cette couche garantit non seulement un brillant agréable de la couleur, mais permet en outre d’obtenir une finition de surface lisse.
Toutes nos prestations
- Conseil optimal
- Préparation de la matière
- Traitement de surface
- Parachèvement
- Gestion de la qualité
- Conditionnement
- Grands projets
- Livraisons «express»
- Gestion des exportations
- Solutions logistiques sur mesure
