Construeren van goed thermisch verzinkte componenten
Overname Verzinkerij West Brabant door The Coatinc Company
The Coatinc Company (TCC) hat im Rahmen der Weiterentwicklung ihrer Unternehmenskommunikation ihre Website einem Relaunch unterzogen. Der digitale Auftritt wurde mit dem Thema „Wahre Werte“ neu durchdacht, gestaltet und setzt im Gesamtbild neue Standards.

Bent u klant bij ons of wilt u zich om een andere reden tot ons wenden? Wij zien uw Nieuwsbericht graag tegemoet en zullen per omgaande reageren.
U kunt ook direct contact opnemen met één van onze Vestiging of met ons hoofdkantoor
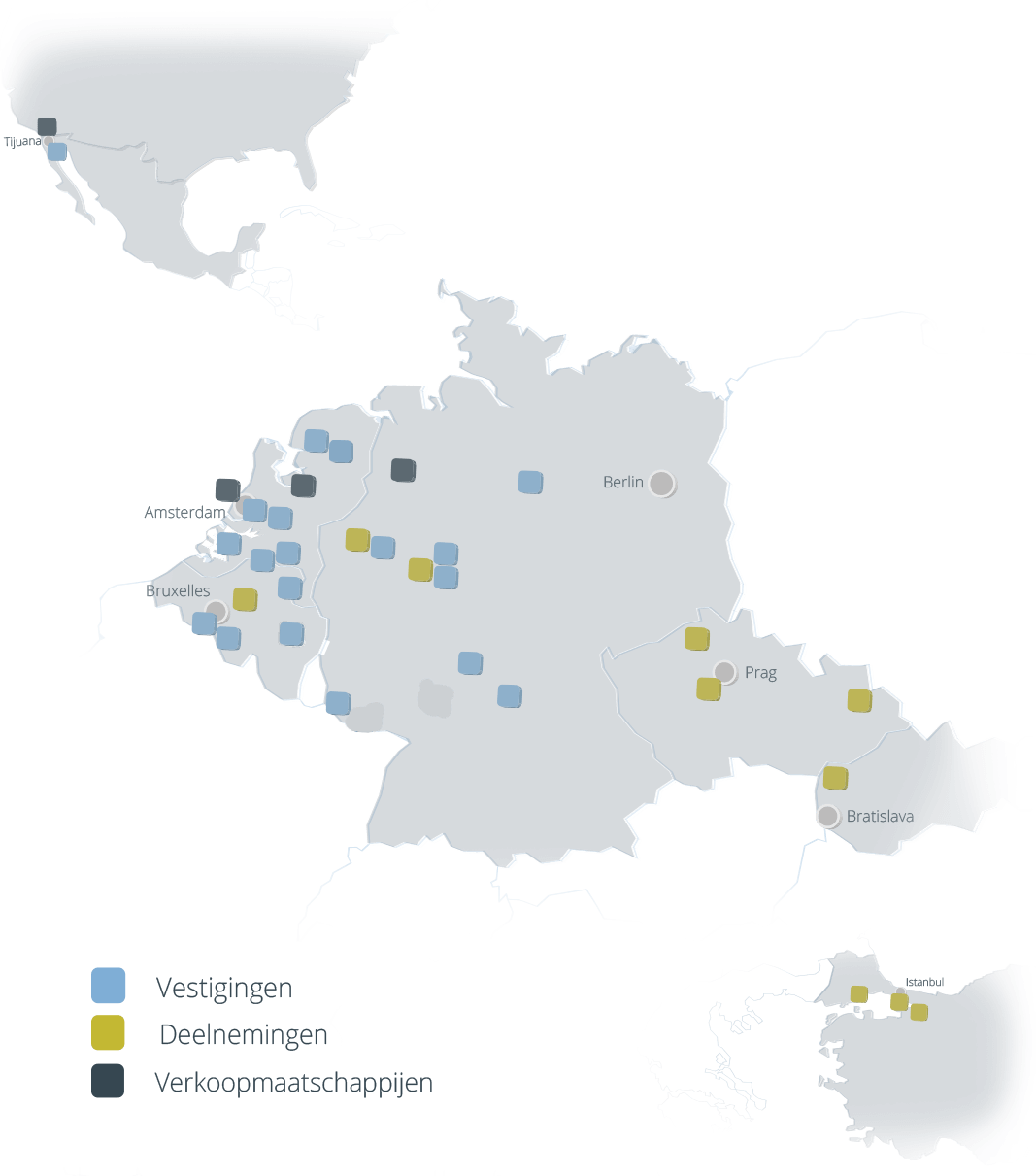
Locaties
Het Coatinc-netwerk
Nederland
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
Verenigde Staten
Marketing
The Coatinc Company Holding B.V.
Edisonweg 5
2952 AD Alblasserdam
Nederland
Telefoon: +31 78 6992283
Pers
The Coatinc Company Holding B.V.
Edisonweg 5
2952 AD Alblasserdam
Nederland
Telefoon: +31 78 6992283
Contact
The Coatinc Company Holding B.V.
Edisonweg 5
2952 AD Alblasserdam
Nederland
Telefoon: +31 78 6992283
Telefax: +31 78 6913496
Uw contactpersoon:
Jessica Hoek – van der Zande
j.vanderzande@coatinc.com
Lexicon
Construeren van goed thermisch verzinkte componenten
Construeren van goed thermisch verzinkte componenten
Zo schept u de beste voorwaarden
Voor een construeren van goed thermisch verzinkte componenten, is het van belang dat de grootte en het gewicht vooraf bepaald worden. In het ideale geval pleegt u hiervoor vooraf overleg met het bedrijf dat voor u het thermisch verzinken verricht. Mechanische werkzaamheden aan de constructie moeten vooraf afgerond zijn en men dient erop te letten dat mechanische spanningen in de constructie vermeden worden. Componenten met zoveel mogelijk homogene materiaaldiktes zijn optimaal. Het verschil tussen een maximale en een minimale materiaaldikte zou bij normale werkstukken liefst kleiner dan een factor 2,5 moeten zijn. Bij aansluitingen en voetplaten kan dit naar een factor 5 worden verhoogd. Het oppervlak van het basismateriaal zou vrij van verf/lak, oude coatings of markeringen moeten zijn en moet opgeruwd worden. Een blank staaloppervlak is de basisvoorwaarde voor thermisch verzinken. Verven, lak en vet of vetresten dienen eveneens verwijderd te worden, omdat deze de coating negatief kunnen beïnvloeden.
Om bij werkstukken met holle ruimtes in een 450 °C heet zinkbad een gevaarlijke overdrukexplosie te vermijden, dienen voorafgaand aan het zinkbad verzinkingsgaten geboord te worden om vernieling van componenten te vermijden. De grootte van het boorgat is afhankelijk van het luchtvolume dat via de opening moet ontwijken. Om lacunes in de verzinking te vermijden, dient men erop te letten dat er geen dode hoeken ontstaan.
Problemen bij randen die door het gebruik van snijbranders tot stand zijn gekomen
Bij randen die zijn gemaakt met autogene of plasmatechniek, is de zuurstof als snijgas van groot belang. Door het snijbranderproces ontstaan er bijv. onvermijdelijk veranderingen in de ruwheid, hardheid of chemische samenstelling. Verschillende snijtechnieken leiden tot verschillen in de ruwheid van de ontstane randen. Elke van deze factoren kan de opbouw, de dikte en het aanzien beïnvloeden.
Recent Posts