Construction des pièces adaptée à la galvanisation à chaud
500 ANS D’EXISTENCE – THE COATINC COMPANY
Les entreprises familiales sont le socle de notre économie moderne et de notre société. Plus de 90 % des entreprises allemandes sont des entreprises familiales. Rares sont les pays à disposer d’une base économique aussi solide.

Vous êtes déjà client ou souhaitez nous contacter pour un autre sujet ? Nous nous réjouissons de votre message et nous y répondrons dans les meilleurs délais !
Vous avez également la possibilité de prendre contact directement avec l’un de nos sites ou de vous adresser à la holding pour les demandes internationales.
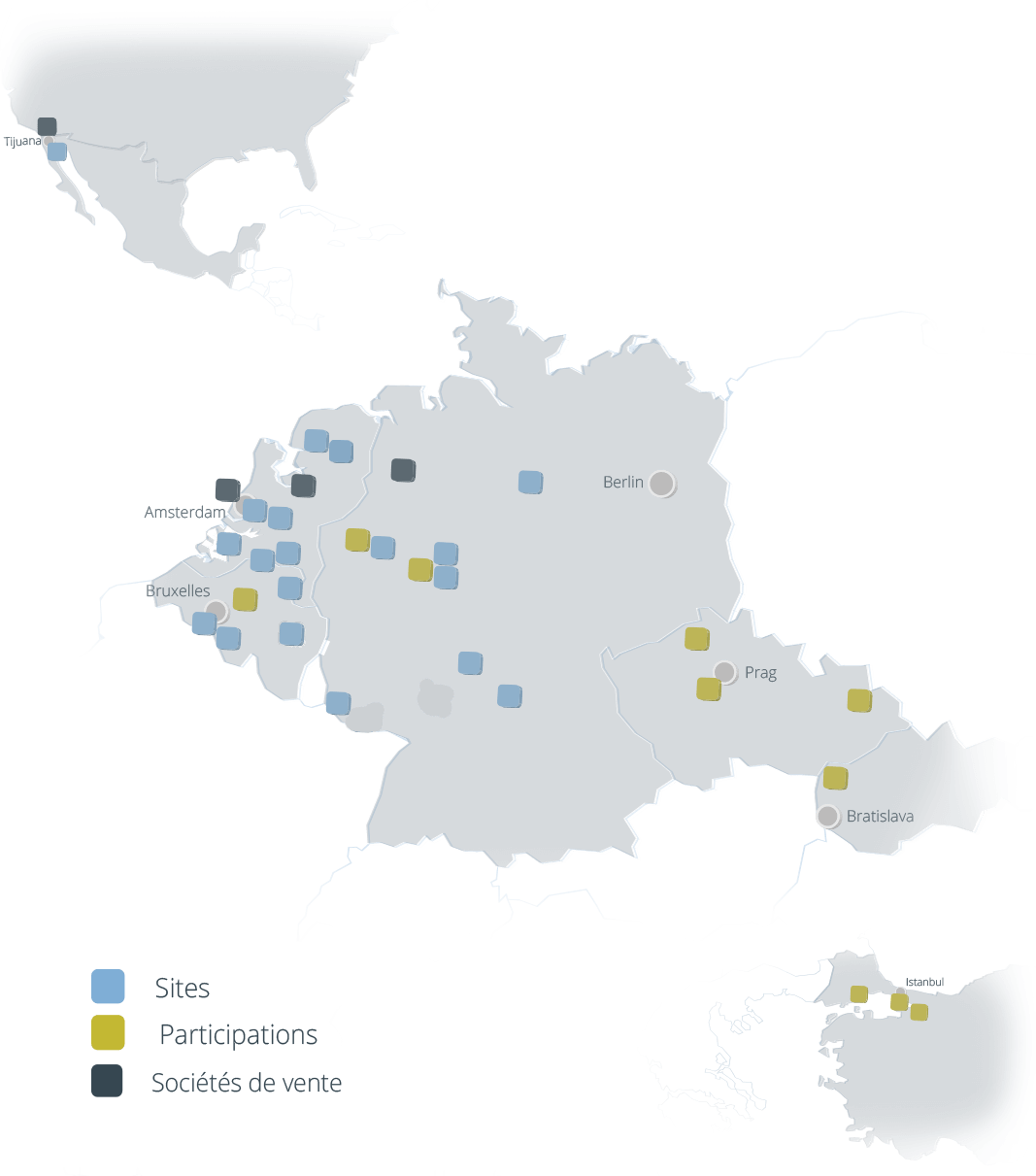
Lieux
Le Réseau Coatinc
Pays Bas
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
États-Unis
Pour toute demande relative au marketing ou à la presse, veuillez vous adresser aux contacts suivants :
Commercialisation & Presse
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Allemagne
Votre interlocuteur
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Siege de la direction
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum
Allemagne
Téléphone: +49 234 52905-0
Fax: +49 234 52905-15
Lexique
Construction des pièces adaptée à la galvanisation à chaud
Construction des pièces adaptée à la galvanisation à chaud
C’est ainsi que vous créez les conditions les plus favorables. Pour qu’une construction soit le plus possible compatible avec une galvanisation à chaud, il est important de déterminer la taille et le poids avant la construction de la pièce. Pour ce faire, l’idéal est de demander conseil à votre spécialiste en galvanisation à chaud. Les travaux mécaniques sur une construction doivent auparavant être terminés et il faut veiller à éviter les tensions dans la construction. Idéalement, les pièces doivent présenter des épaisseurs de matière les plus homogènes possible. Pour des pièces de construction normales, la différence entre l’épaisseur de matière minimale et l’épaisseur de matière maximale doit si possible être inférieure à un facteur de 2,5. En présence de raccords et de plaques de base, ce facteur peut être augmenté à 5. La surface du substrat doit être exempte de peinture, d’anciens revêtements et de signatures. Elle doit en outre être poncée. Une surface en acier métalliquement nue est la condition de base exigée pour la galvanisation à chaud. Les résidus de peinture, d’huile et de graisse doivent également être éliminés car ils peuvent entraver le revêtement. Pour éviter tout danger d’explosion par surpression avec les pièces présentant des espaces creux dans un bain de zinc à 450 °C, il faut percer sur ces pièces des trous de galvanisation avant leur immersion dans le bain, ceci afin d’éviter la destruction des pièces. La taille du trou de perçage dépend du volume d’air qui doit passer à travers les ouvertures. Pour éviter les zones de surface non galvanisées lors de la galvanisation, il faut éviter les recoins et les angles morts. Une zone problématique : les arêtes oxycoupées En présence d’arêtes oxycoupées ou coupées au jet de plasma, l’oxygène, en tant que gaz de coupe, revêt une importance essentielle. L’opération de découpe entraîne inévitablement une modification de la rugosité, du durcissement ou de la composition chimique. Le fait d’utiliser différentes techniques de découpe entraîne des arêtes de coupe présentant des rugosités non homogènes. Chacun de ces facteurs individuels peut influer sur la structure, sur l’épaisseur et sur l’aspect.