Constructing components suitable for hot-galvanising
500 YEARS THE COATINC COMPANY – GERMANY’S OLDEST FAMILY-RUN BUSINESS
Family-run businesses are the backbone of our modern economic power and society: More than 90 percent of German businesses are family-run. Barely any other country has such a strong basis of entrepreneurs. However, only few businesses in this country can look back on a tradition as long as that …

Are you an existing customer or do you want to contact us in a different matter? We look forward to hearing from you and will get back to you as soon as possible.
Alternatively, you may want to contact directly one of our locations or our holding company.
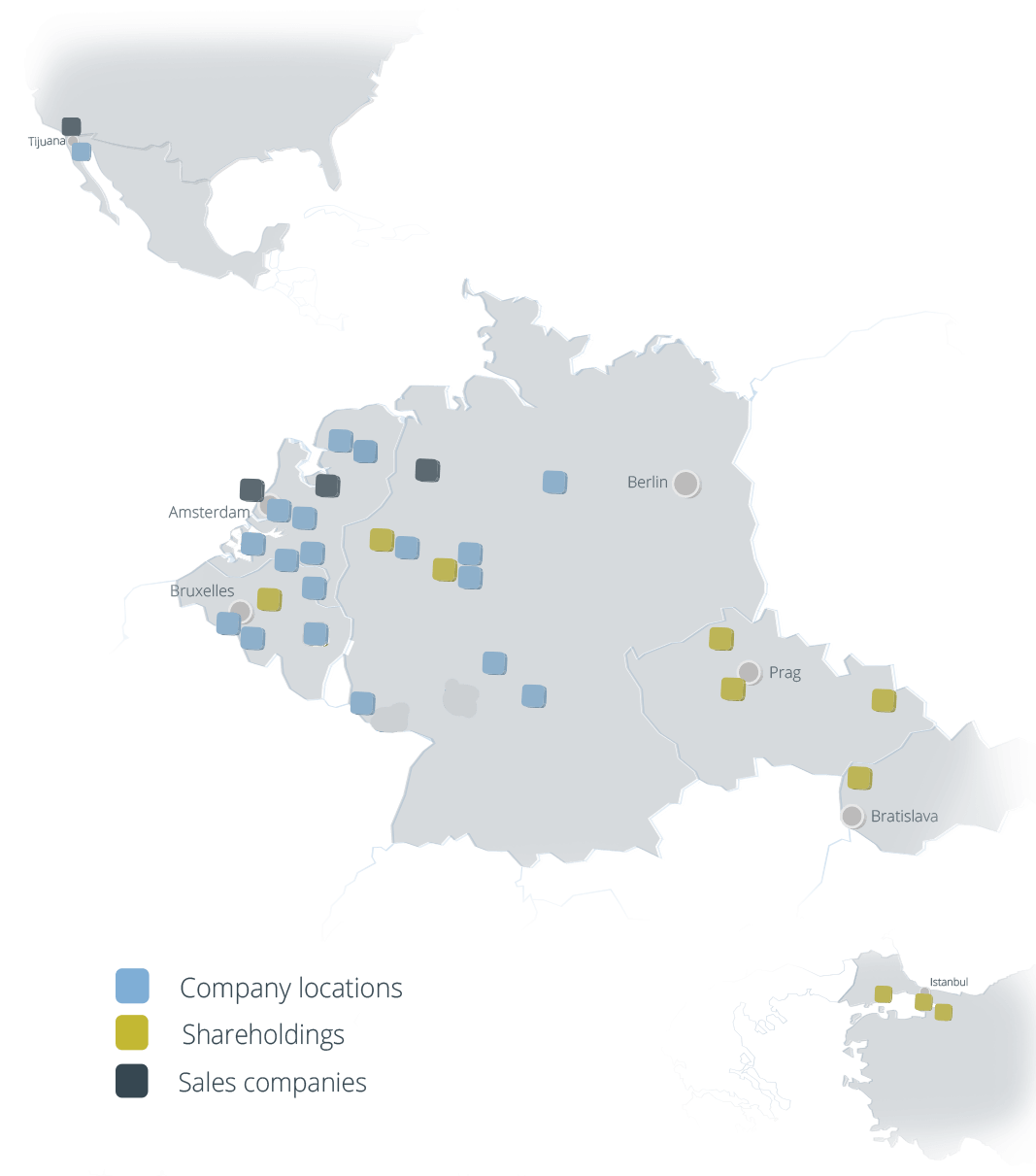
Locations
The Coatinc-Network
Netherlands
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
For enquiries regarding marketing or press matters, please use the following contacts:
Marketing & Press
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Your contact person:
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Headquarter
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum, Germany
Phone: +49 234 52905-0
Fax: +49 234 52905-15
Encyclopedia
Constructing components suitable for hot-galvanising
Constructing components suitable for hot-galvanising
How to create the best conditions
In order for a construction to harmonise with hot-galvanising as perfectly as possible, it is important that size and weight are defined in advance. In an ideal case this would be coordinated with your consultant for hot-galvanising. Mechanical work on a construction must be completed in advance and it should be ensured that tensions in the construction are avoided. Components with a material thickness as similar as possible are ideal. The difference between maximum and minimum material thickness should be less than factor 2.5 for normal components wherever possible. This can be increased to factor 5 for connectors and foot plates. The surface structure of the basic material should be free of colour, old coats or lettering and roughened. A metallic clean steel surface is the basic prerequisite for hot-galvanising. Paints, oils and grease or grease remains should also be removed as this can impair the coating.
In order to prevent components with hollows from causing a dangerous pressure explosion in a 450°C hot zinc bath, galvanising holes should be drilled before the zinc bath to prevent components from being damaged. The size of the drilled hole depends on the air volume which has to pass through the openings. In order to avoid gaps in the galvanising it should be ensured that blind spots and corners are avoided.
Problematic area flame cut edges
In the case of edges which are cut using an oxyacetylene flame or plasma, oxygen is extremely important as cutting gas. Due to the process of cutting it is unavoidable, for example to prevent a change in roughness, hardening or chemical composition. Different cutting techniques lead to differences in the roughness of cutting edges. Each of these individual factors can influence the construction, thickness and appearance.