Galvanisation par centrifugation
500 ANS D’EXISTENCE – THE COATINC COMPANY
Les entreprises familiales sont le socle de notre économie moderne et de notre société. Plus de 90 % des entreprises allemandes sont des entreprises familiales. Rares sont les pays à disposer d’une base économique aussi solide.

Vous êtes déjà client ou souhaitez nous contacter pour un autre sujet ? Nous nous réjouissons de votre message et nous y répondrons dans les meilleurs délais !
Vous avez également la possibilité de prendre contact directement avec l’un de nos sites ou de vous adresser à la holding pour les demandes internationales.
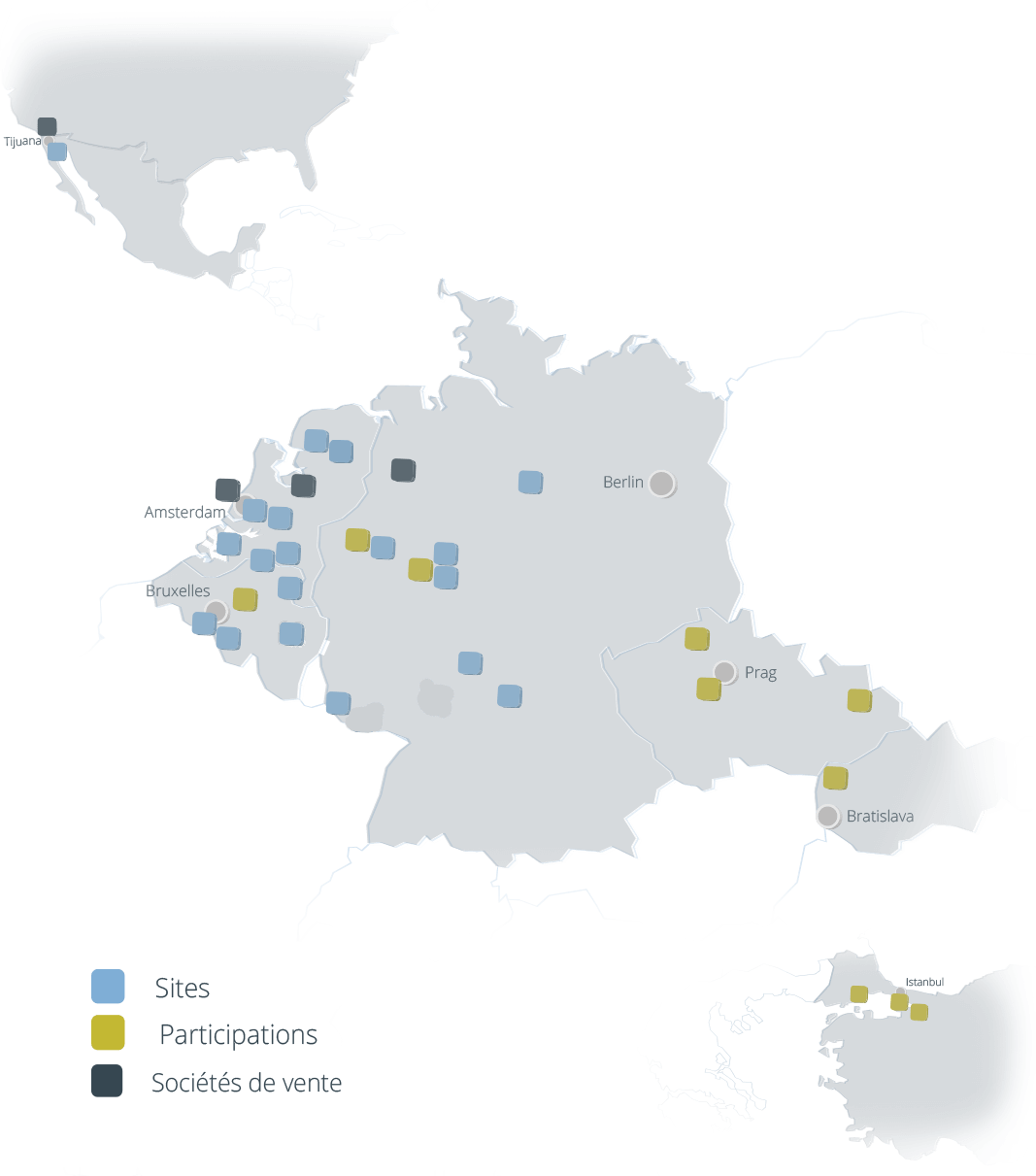
Lieux
Le Réseau Coatinc
Pays Bas
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
États-Unis
Pour toute demande relative au marketing ou à la presse, veuillez vous adresser aux contacts suivants :
Commercialisation & Presse
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Allemagne
Votre interlocuteur
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Siege de la direction
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum
Allemagne
Téléphone: +49 234 52905-0
Fax: +49 234 52905-15
Lexique
Galvanisation par centrifugation
Galvanisation par centrifugation
La galvanisation par centrifugation automatisée ou partiellement automatisée a été spécialement conçue pour les petites pièces qui nécessitent une qualité de surface et une précision de montage particulièrement élevées. Avec le procédé de centrifugation, l’excès de zinc est éliminé des pièces telles que les vis, les écrous, les clous et les tiges ou autres pièces en vrac similaires. Ce procédé permet d’améliorer à la fois les propriétés d’ajustement et l’uniformité du revêtement de zinc à la surface de la pièce. Afin d’empêcher que les pièces galvanisées ne collent entre elles, le refroidissement des petites pièces est en général effectué dans un bain d’eau. L’une des différences notables par rapport à d’autres procédés de galvanisation réside dans la température plus élevée du bain de zinc (environ 530 °C).
Épaisseurs de revêtements de « petites pièces »
Même si, dans la pratique, les termes « petites pièces » et « pièces pour centrifugeage » sont le plus souvent utilisés pour désigner la même chose, la norme DIN EN ISO 1461 établit une distinction entre les pièces centrifugées et non centrifugées sur la base des épaisseurs de revêtement différentes. La norme exige par exemple une épaisseur de revêtement moyenne d’au moins 50 μm pour les pièces centrifugées présentant une épaisseur de paroi supérieure à 6 mm, contre 85 μm pour les pièces non traitées par centrifugation.
Aspect et qualité de surface
Avec le centrifugeage, la couche de zinc pur est pratiquement intégralement supprimée. Les petites pièces centrifugées présentent ainsi en général des revêtements de zinc plus minces que les pièces de même type non traitées par centrifugation. La surface des petites pièces centrifugées présente en général un aspect gris clair à gris intermédiaire et non la teinte brillant argent propre à la traditionnelle galvanisation par pièce. Il convient cependant de préciser qu’il ne s’agit que d’un effet purement optique qui ne constitue en aucun cas un critère de mesure de la qualité de la protection anticorrosion.
Produits types
La galvanisation par centrifugation convient tout particulièrement aux pièces telles que des clous, tiges ou crochets, c’est-à-dire à tout type de pointes. Ce procédé convient aussi aux petites pièces en acier moulé, en acier en barres et en tôle. Les petites pièces appartenant à cette catégorie se déclinent dans les formes et dimensions les plus diverses, par exemple les colliers, charnières ou serre-câbles. Enfin, les écrous, les vis et les rondelles sont également des pièces adaptées au traitement par centrifugation.
Caractéristiques techniques
• Excellentes propriétés d’ajustement
• Meilleure uniformité du revêtement de zinc à la surface de la pièce
• Épaisseur moyenne de revêtement d’au moins 50 μm
• Qualité de surface élevée