MdB Dr. Michael Meister (CDU) besucht Coatinc Rhein-Main: Forderungen nach Mut zur Veränderung und stärkerer Unterstützung für den Mittelstand
The Coatinc Company (TCC) hat im Rahmen der Weiterentwicklung ihrer Unternehmenskommunikation ihre Website einem Relaunch unterzogen. Der digitale Auftritt wurde mit dem Thema „Wahre Werte“ neu durchdacht, gestaltet und setzt im Gesamtbild neue Standards.

Sie sind bereits Kunde oder möchten sich in einer anderen Angelegenheit an uns wenden? Treten Sie in Kontakt! Wir freuen uns auf Ihre Nachricht und melden uns umgehend zurück!
Sie haben auch die Möglichkeit, sich direkt mit einem unserer Standorte oder für internationale Anfragen mit der Holding in Verbindung zu setzen.
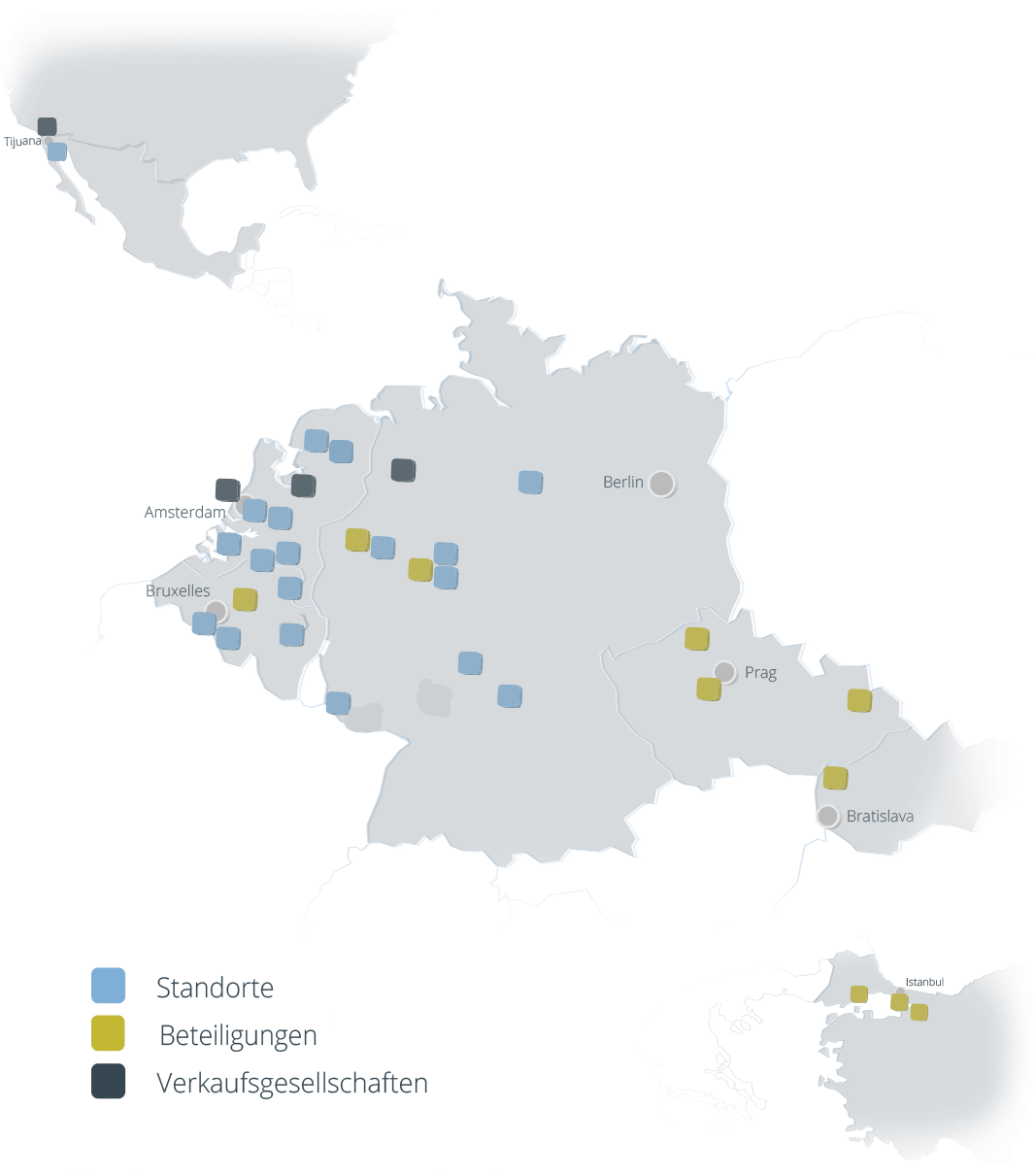
Unsere Standorte
Durch einen Klick auf den Standort kommen Sie zu den Kontaktdaten für Ihr Anliegen.
Niederlande
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
Bei Anfragen zu Marketing- oder Presseangelegenheiten, wenden Sie sich bitte an den folgenden Kontakt:
Marketing & Presse
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Holding – Sie möchten Kontakt zu unserer Geschäftsführung aufnehmen?
Sitz der Geschäftsführung
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum
Telefon: +49 234 52905-0
Telefax: +49 234 52905-15
Schleuderverzinkung
Speziell für Kleinteile
Schleuderverzinkung
Das automatisierte oder teilautomatisierte Schleuderverzinken ist speziell für Kleinteile entwickelt worden, die eine besonders hohe Oberflächengüte und Passfähigkeit benötigen. Bei Schrauben, Muttern, Nägeln bzw. Stiften und ähnlichen Schüttgütern wird durch den Schleudervorgang „überflüssiges“ Zink von den Teilen abgeschleudert. Dadurch wird sowohl das Passvermögen als auch die Gleichmäßigkeit des Zinküberzuges auf der Bauteiloberfläche verbessert. Und um ein Zusammenkleben der feuerverzinkten Teile zu verhindern, erfolgt im Regelfall das Abkühlen der Kleinteile in einem Wasserbad.
Überzugdicken von „Kleinteilen“
Auch wenn in der Praxis die Begriffe „Kleinteile“ und „Schleuderware“ meist synonym benutzt werden, unterscheidet die DIN EN ISO 1461 geschleuderte und nicht geschleuderte Teile anhand unterschiedlicher Überzugdicken. So fordert die Norm beispielsweise bei geschleuderten Teilen eine durchschnittliche Überzugdicke von mindestens 50 μm im Vergleich zu 85 μm bei nicht geschleuderten Teilen.
Aussehen und Oberflächenqualität bei der Schleuderverzinkung
Durch das Zentrifugieren wird die sogenannte Reinzinkschicht nahezu vollständig entfernt. Somit ergeben sich bei geschleuderten Kleinteilen in der Regel dünnere Zinküberzüge als bei gleichartigen Bauteilen, bei denen man auf das Zentrifugieren verzichtet hat. Dies sorgt im Regelfall dafür, dass die Oberfläche der Kleinteile meist ein hellgraues bis mittelgraues Aussehen des Zinküberzuges aufweist und nicht das typische silbrige Glänzen, wie man es von der üblichen Stückverzinkung kennt. Allerdings ist hinzuzufügen, dass es sich um einen rein optischen Effekt handelt, der keinen Maßstab für die Güte des Korrosionsschutzes darstellt.
Typische Produkte
Das Schleuderverzinken eignet sich besonders gut für Nägel, Stifte oder Haken – also jede Form von Drahtstiften. Ebenso wird das Verfahren bei Kleinteilen aus Formstahl, Stabstahl und Blech eingesetzt. Kleinteile dieser Rubrik gibt es in den vielfältigsten Formen und Abmessungen – beispielsweise Schellen, Scharniere oder Seilklemmen. Zu guter Letzt sind Schrauben, Muttern oder auch Unterlegscheiben als typische Schleuderverzinkungsprodukte zu nennen.
Technische Merkmale der Schleuderverzinkung
- Sehr gutes Passvermögen
- Verbesserte Gleichmäßigkeit des Zinküberzuges auf der Bauteiloberfläche
- Durchschnittliche Überzugdicke von mindestens 50 μm
- Hohe Oberflächengüte
Zentrifugalanlage
- Chemische Vorbehandlung – auch für hohle Materialien geeignet
- Bewährter Bulkprozess
- Für zu behandelnde Stücke bis zu einer max. Länge von je 500 mm und 5 kg Höchstgewicht
Halbautomatische Hängeanlage
- Vorbehandlung mit Strahlen – das beseitigt scharfe Kanten
- Ideal geeignet für gelaserte oder gebrannte Materialien und Gusseisen
- Für zu behandelnde Stücke bis max. 1.500 x 600 x 300 mm und 30 kg
Alle Leistungen
- Optimale Beratung
- Werkstoffvorbereitung
- Veredelung
- Anarbeitung
- Qualitätsmanagement
- Verpackung
- Großprojekte
- Expresslieferung
- Exportabwicklung
- Angepasste Logistiklösungen
