MdB Dr. Michael Meister (CDU) besucht Coatinc Rhein-Main: Forderungen nach Mut zur Veränderung und stärkerer Unterstützung für den Mittelstand
The Coatinc Company (TCC) hat im Rahmen der Weiterentwicklung ihrer Unternehmenskommunikation ihre Website einem Relaunch unterzogen. Der digitale Auftritt wurde mit dem Thema „Wahre Werte“ neu durchdacht, gestaltet und setzt im Gesamtbild neue Standards.

Sie sind bereits Kunde oder möchten sich in einer anderen Angelegenheit an uns wenden? Treten Sie in Kontakt! Wir freuen uns auf Ihre Nachricht und melden uns umgehend zurück!
Sie haben auch die Möglichkeit, sich direkt mit einem unserer Standorte oder für internationale Anfragen mit der Holding in Verbindung zu setzen.
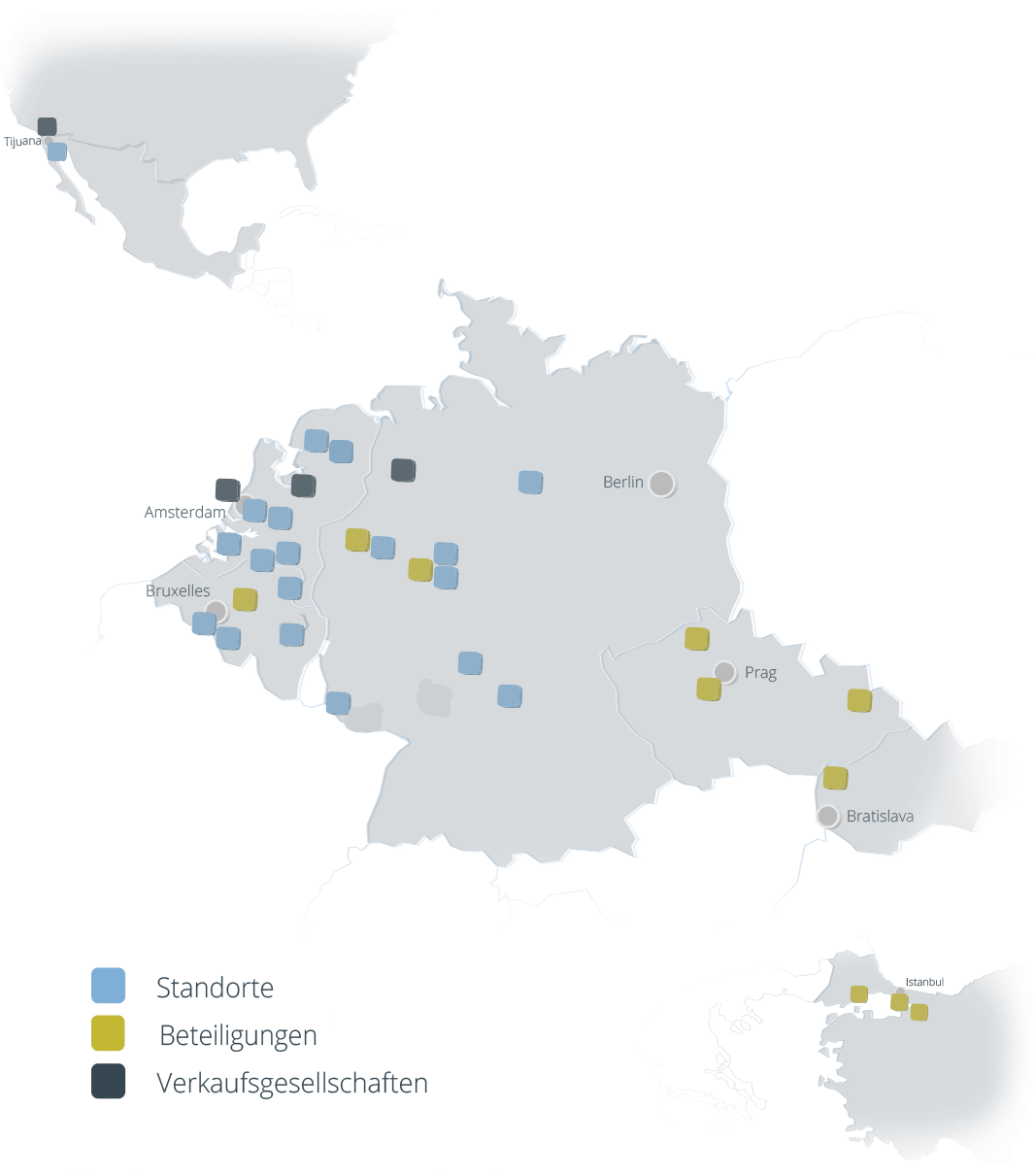
Unsere Standorte
Durch einen Klick auf den Standort kommen Sie zu den Kontaktdaten für Ihr Anliegen.
Niederlande
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
Bei Anfragen zu Marketing- oder Presseangelegenheiten, wenden Sie sich bitte an den folgenden Kontakt:
Marketing & Presse
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Holding – Sie möchten Kontakt zu unserer Geschäftsführung aufnehmen?
Sitz der Geschäftsführung
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum
Telefon: +49 234 52905-0
Telefax: +49 234 52905-15
Oberflächenlexikon
Feuerverzinkungsgerechtes Fertigen und Konstruieren von Bauteilen
Feuerverzinkungsgerechtes Konstruieren von Bauteilen
So schaffen Sie beste Voraussetzungen
Damit eine Konstruktion optimal mit einer Feuerverzinkung harmoniert, ist es wichtig, Größe und Gewicht vor Beginn zu bestimmen. Hierzu erfolgt im Idealfall eine Abstimmung mit Ihrem Feuerverzinker. Mechanische Arbeiten an einer Konstruktion müssen vorab abgeschlossen sein und es sollte beachtet werden, Spannungen in der Konstruktion zu vermeiden. Bauteile mit möglichst gleichen Werkstoffdicken sind optimal. Der Unterschied zwischen maxi- und minimaler Werkstoffdicke sollte bei normalen Baustücken möglichst kleiner als Faktor 2,5 sein. Bei Anschlüssen und Fußplatten kann diese auf Faktor 5 erhöht werden. Die Oberflächenbeschaffenheit des Grundwerkstoffes sollte frei von Farbe, alten Beschichtungen oder Signierungen sein und angeraut werden. Eine metallisch blanke Stahloberfläche ist die Grundvoraussetzung für das Feuerverzinken. Farben, Öle und Fette bzw. Fettreste sind ebenfalls zu entfernen, da diese die Beschichtung beeinträchtigen können.
Damit es bei Baustücken mit Hohlräumen in einem 450 °C heißen Zinkbad nicht zu einer gefährlichen Überdruckexplosion kommt, sind vor dem Zinkbad Verzinkungslöcher zu bohren, um so der Zerstörung von Bauteilen vorzubeugen. Die Größe der Bohrung ist abhängig vom Luftvolumen, das die Öffnungen passieren muss. Um Lücken bei der Verzinkung zu vermeiden, sollte darauf geachtet werden, tote Ecken und Winkel zu vermeiden
Problembereich Brennschnittkanten
Bei autogen- oder plasmageschnittenen Kanten kommt dem Sauerstoff als Schneidgas die größte Bedeutung zu. Durch den Arbeitsvorgang des Schneidens kommt es beispielsweise unvermeidbar zur Veränderung der Rauheit, Aufhärtung oder der chemischen Zusammensetzung. Unterschiedliche Schneidetechniken führen zu unterschiedlich rauen Schnittkanten. Jeder dieser Einzelfaktoren kann den Aufbau, die Dicke und das Aussehen beeinflussen.
Recent Posts