Appearance of galvanized steel trade products
500 YEARS THE COATINC COMPANY – GERMANY’S OLDEST FAMILY-RUN BUSINESS
Family-run businesses are the backbone of our modern economic power and society: More than 90 percent of German businesses are family-run. Barely any other country has such a strong basis of entrepreneurs. However, only few businesses in this country can look back on a tradition as long as that …

Are you an existing customer or do you want to contact us in a different matter? We look forward to hearing from you and will get back to you as soon as possible.
Alternatively, you may want to contact directly one of our locations or our holding company.
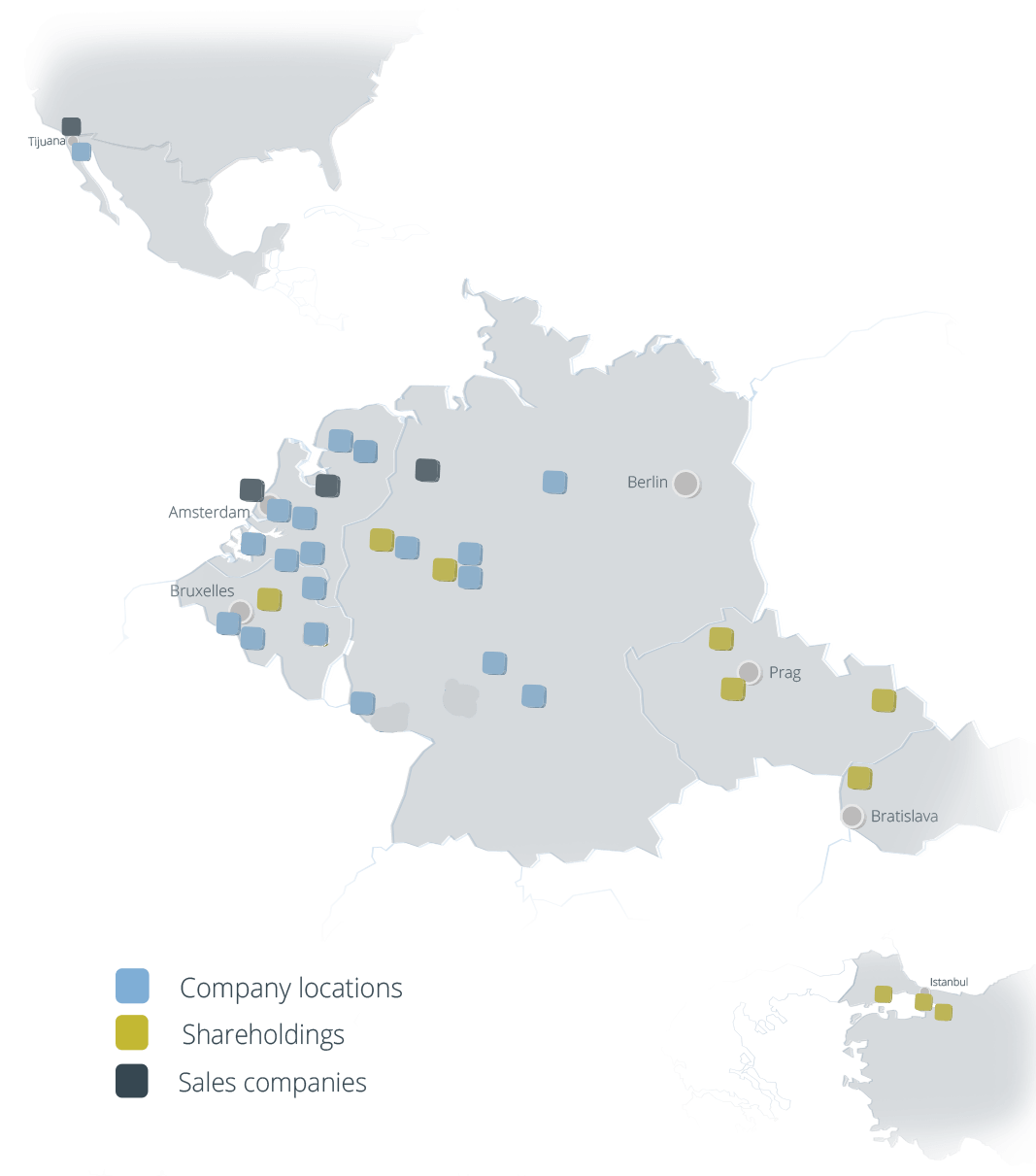
Locations
The Coatinc-Network
Netherlands
- Alblasserdam / NL
alblasserdam@coatinc.com - Amsterdam / NL
amsterdam@coatinc.com - Barneveld / NL
nederland@coatinc.com - De Meern / NL
demeern@coatinc.com - Groningen / NL
groningen@coatinc.com - Groningen – Pulverbeschichtung / NL
cgr.verkoop@coatinc.com - Mook / NL
mook@coatinc.com - Mook – PreGa / NL
prega.nl@coatinc.com - Roermond / NL
roermond@coatinc.com - Scherpenzeel / NL
anox@coatinc.com
For enquiries regarding marketing or press matters, please use the following contacts:
Marketing & Press
The Coatinc Company Holding GmbH
Hüttenstraße 45
57223 Kreuztal
Your contact person:
Anna-Maria Ademaj
marketing@coatinc.com
Holding
Headquarter
The Coatinc Company Holding GmbH
Carolinenglückstraße 6-10
44793 Bochum, Germany
Phone: +49 234 52905-0
Fax: +49 234 52905-15
Encyclopedia
Appearance of galvanized steel trade products
Appearance of galvanized steel trade products
What influence do so-called alloy constituents have on the optic of galvanized steel trade products?
The optic of galvanized steel is significantly dependent on silicon and phosphor. If optical and aesthetic demands on the surface finish are high, steel from group 1 (so-called inert range) is recommended. In order to achieve standard corrosion protection, steel from group 3 (sebisty range) is recommended. The two remaining groups lead to not insignificant limitations in the surface finish and also particularly effect the resistance to mechanical demands which is typical for hot-galvanising (mixed crystal – iron-zinc alloy layer).
Where does the orange peel effect on galvanised steel trade products come from?
What effect does the material or wall width have on the appearance? The greater the material and/or wall width, the longer the temperature of the galvanising bath is stored in the workpiece. The components therefore continue to alloy chemically and physically which defines the visual appearance. The less material used and/or the thickness of the selected steel (here in particular for class 1, inert range) the more possible it is to produce a more sophisticated surface finish. These are normally materials originating from the quality range S235.
How does the appearance change on bright steel?
In addition to the alloy constituents silicon and phosphor, which fundamentally define the appearance, phosphates, which occur as aid in drawn materials, also play a substantial role. Phosphates normally generate the so-called orange peel effect which often occurs particularly in hollow profiles.
Additional information: the above-mentioned problem can be deactivated by using aluminium killed materials. However these materials are normally uneconomical.